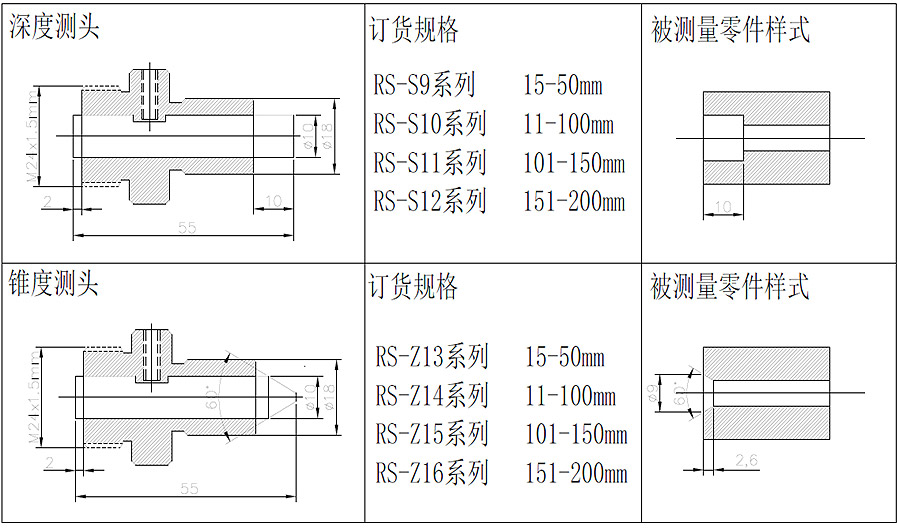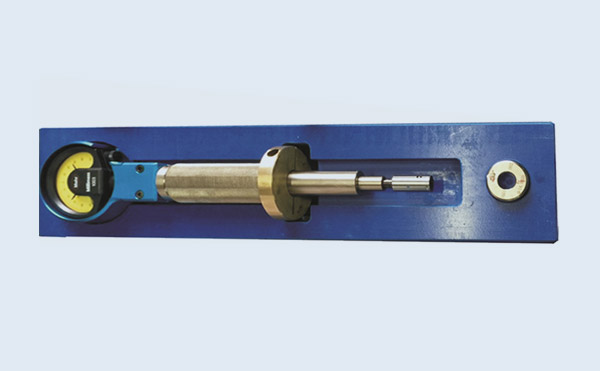






带表深度塞规—数显千分表(日本三丰)
1. 测量的标准条件:温度为20℃,测力为零。
2. 检测工件最大实体(即孔为最小,轴为最大极限尺寸)的量规称呼通规,检测工件最小实体(即孔为最大,轴为最小极限尺寸)的量规称呼止规。
3. 符合极限尺寸判断原则(即泰勒原则)的量规如下:通规一测量面应是与孔或轴形状想对应的完整表面(通常称呼为全形量规),其尺寸等于工件的最大实体尺寸,且长度等于配合长度,止规一测量面应是点状的,两侧量面之间的尺寸等于工件的最小实体尺寸。备注:符合泰勒原则的量规,如在某些场合下应用不方便或有困难时,可在保证被检测工件的形状误差不致影响配合性质的条件下,使用偏离泰勒原则的量规。
4. 用符合本标准的量规检测工件,如通规能通过,止规不能通过,则该工件为合格品。
5. 制造公司对工件进行检验时,操作者应该使用新的或者磨损比较少的通规,检测部门应该使用与操作者相同形式,且已磨损比较少的通规。用户代表在用量规验收工件时,通规应接近工件的最大实体尺寸,止规应接近工件的最小实体尺寸。
6. 用符合本标准的量规检测工件,如判断有争议,应该使用下述尺寸的量规解决,通规应等于或接近工件的最大实体尺寸,止规应等于或接近工件的最小实体尺寸。
2. 检测工件最大实体(即孔为最小,轴为最大极限尺寸)的量规称呼通规,检测工件最小实体(即孔为最大,轴为最小极限尺寸)的量规称呼止规。
3. 符合极限尺寸判断原则(即泰勒原则)的量规如下:通规一测量面应是与孔或轴形状想对应的完整表面(通常称呼为全形量规),其尺寸等于工件的最大实体尺寸,且长度等于配合长度,止规一测量面应是点状的,两侧量面之间的尺寸等于工件的最小实体尺寸。备注:符合泰勒原则的量规,如在某些场合下应用不方便或有困难时,可在保证被检测工件的形状误差不致影响配合性质的条件下,使用偏离泰勒原则的量规。
4. 用符合本标准的量规检测工件,如通规能通过,止规不能通过,则该工件为合格品。
5. 制造公司对工件进行检验时,操作者应该使用新的或者磨损比较少的通规,检测部门应该使用与操作者相同形式,且已磨损比较少的通规。用户代表在用量规验收工件时,通规应接近工件的最大实体尺寸,止规应接近工件的最小实体尺寸。
6. 用符合本标准的量规检测工件,如判断有争议,应该使用下述尺寸的量规解决,通规应等于或接近工件的最大实体尺寸,止规应等于或接近工件的最小实体尺寸。
1. 测量的标准条件:温度为20℃,测力为零。
2. 检测工件最大实体(即孔为最小,轴为最大极限尺寸)的量规称呼通规,检测工件最小实体(即孔为最大,轴为最小极限尺寸)的量规称呼止规。
3. 符合极限尺寸判断原则(即泰勒原则)的量规如下:通规一测量面应是与孔或轴形状想对应的完整表面(通常称呼为全形量规),其尺寸等于工件的最大实体尺寸,且长度等于配合长度,止规一测量面应是点状的,两侧量面之间的尺寸等于工件的最小实体尺寸。备注:符合泰勒原则的量规,如在某些场合下应用不方便或有困难时,可在保证被检测工件的形状误差不致影响配合性质的条件下,使用偏离泰勒原则的量规。
4. 用符合本标准的量规检测工件,如通规能通过,止规不能通过,则该工件为合格品。
5. 制造公司对工件进行检验时,操作者应该使用新的或者磨损比较少的通规,检测部门应该使用与操作者相同形式,且已磨损比较少的通规。用户代表在用量规验收工件时,通规应接近工件的最大实体尺寸,止规应接近工件的最小实体尺寸。
6. 用符合本标准的量规检测工件,如判断有争议,应该使用下述尺寸的量规解决,通规应等于或接近工件的最大实体尺寸,止规应等于或接近工件的最小实体尺寸。
2. 检测工件最大实体(即孔为最小,轴为最大极限尺寸)的量规称呼通规,检测工件最小实体(即孔为最大,轴为最小极限尺寸)的量规称呼止规。
3. 符合极限尺寸判断原则(即泰勒原则)的量规如下:通规一测量面应是与孔或轴形状想对应的完整表面(通常称呼为全形量规),其尺寸等于工件的最大实体尺寸,且长度等于配合长度,止规一测量面应是点状的,两侧量面之间的尺寸等于工件的最小实体尺寸。备注:符合泰勒原则的量规,如在某些场合下应用不方便或有困难时,可在保证被检测工件的形状误差不致影响配合性质的条件下,使用偏离泰勒原则的量规。
4. 用符合本标准的量规检测工件,如通规能通过,止规不能通过,则该工件为合格品。
5. 制造公司对工件进行检验时,操作者应该使用新的或者磨损比较少的通规,检测部门应该使用与操作者相同形式,且已磨损比较少的通规。用户代表在用量规验收工件时,通规应接近工件的最大实体尺寸,止规应接近工件的最小实体尺寸。
6. 用符合本标准的量规检测工件,如判断有争议,应该使用下述尺寸的量规解决,通规应等于或接近工件的最大实体尺寸,止规应等于或接近工件的最小实体尺寸。
1. 测量的标准条件:温度为20°C,测力为零。
2. 检测工件最大实体(即孔为最小,轴为最大极限尺寸)的量规称呼通规。检测工件最小实体(即孔为最大,轴为最小极限尺寸)的量规称呼止规。
3. 符合极限尺寸判断原则(即泰勒原则)的量规如下:通规一测量面应是与孔或轴形状相对应的完整表面(通常称呼为全形量规),其尺寸等于工件的最大实体尺寸,且长度等于配合长度。止规一测量面应是点状的,两测量面之间的尺寸等于工件的最小实体尺寸。备注:符合泰勒原则的量规,如在某些场合下应用不方便或有困难时,可在保证被检验工件的形状误差不影响配合性质的条件下,使用偏离泰勒原则的量规。
4. 用符合本标准的量规检验工件,如通规能通过,止规不能通过,则该工件应为合格品。
5. 制造公司对工件进行检验时,操作者应该使用新的或者磨损比较少的通规;检验部门应该使用与操作者相同型式,且已磨损比较少的通规。用户代表在用量规验收工件时,通规应接近工件的最大实体尺寸,止规应接近工件的最小实体尺寸。
6. 用符合本标准的量规检验工件,如判断有争议,应该使用下述尺寸的量规解决:通规应等于或接近工件的最大实体尺寸;止规应等于或接近工件的最小实体尺
2. 检测工件最大实体(即孔为最小,轴为最大极限尺寸)的量规称呼通规。检测工件最小实体(即孔为最大,轴为最小极限尺寸)的量规称呼止规。
3. 符合极限尺寸判断原则(即泰勒原则)的量规如下:通规一测量面应是与孔或轴形状相对应的完整表面(通常称呼为全形量规),其尺寸等于工件的最大实体尺寸,且长度等于配合长度。止规一测量面应是点状的,两测量面之间的尺寸等于工件的最小实体尺寸。备注:符合泰勒原则的量规,如在某些场合下应用不方便或有困难时,可在保证被检验工件的形状误差不影响配合性质的条件下,使用偏离泰勒原则的量规。
4. 用符合本标准的量规检验工件,如通规能通过,止规不能通过,则该工件应为合格品。
5. 制造公司对工件进行检验时,操作者应该使用新的或者磨损比较少的通规;检验部门应该使用与操作者相同型式,且已磨损比较少的通规。用户代表在用量规验收工件时,通规应接近工件的最大实体尺寸,止规应接近工件的最小实体尺寸。
6. 用符合本标准的量规检验工件,如判断有争议,应该使用下述尺寸的量规解决:通规应等于或接近工件的最大实体尺寸;止规应等于或接近工件的最小实体尺
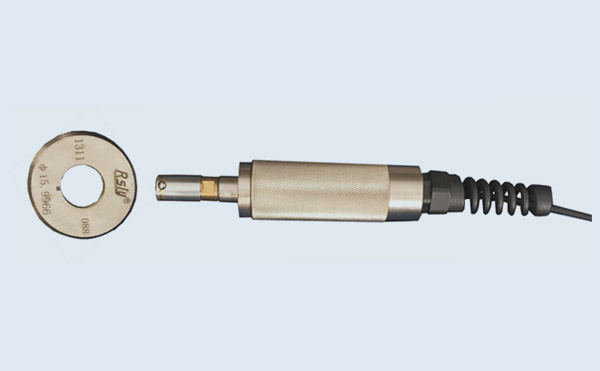
标准环规是以指定位置委直于热线的中截商内孔直径作为工作长度的高滚确度尺寸量类、通过它对测孔仪器及量具进行鉴定和标准、使机械加工中的孔径等内尺寸长度润源到米定义的长度。
根据制造精度和测量不确定度分为1、2、3三个等级,各等标准环规适用范围如下:
1等标准环规用于校准鉴定2等标燃环规的一起,或作为高精度启动量仪、电子塞规标定、校准只用。
2等标准环规用于测长机及卧式测长仪内侧测尺校准,或作不确定度在1-2的气动量仪、电子塞规标定,校准之用。
3等标准环规用于内径表,内径干分尺或福应精度的气动塞规及电子塞规校准之用。
根据制造精度和测量不确定度分为1、2、3三个等级,各等标准环规适用范围如下:
1等标准环规用于校准鉴定2等标燃环规的一起,或作为高精度启动量仪、电子塞规标定、校准只用。
2等标准环规用于测长机及卧式测长仪内侧测尺校准,或作不确定度在1-2的气动量仪、电子塞规标定,校准之用。
3等标准环规用于内径表,内径干分尺或福应精度的气动塞规及电子塞规校准之用。
标准环规是以指定位置委直于热线的中截商内孔直径作为工作长度的高滚确度尺寸量类、通过它对测孔仪器及量具进行鉴定和标准、使机械加工中的孔径等内尺寸长度润源到米定义的长度。根据制造精度和测量不确定度分为1、2、3三个等级。
各等标准环规适用范国刘下:
1等标准环规用于校准鉴定2等标燃环规的一起,或作为高精度启动量仪、电子塞规标定、校准只用。
2等标准环规用于测长机及卧式测长仪内侧测尺校准,或作不确定度在1-2的气动量仪、电子塞规标定,校准之用。
3等标准环规用于内径表,内径干分尺或福应精度的气动塞规及电子塞规校准之用。
各等标准环规适用范国刘下:
1等标准环规用于校准鉴定2等标燃环规的一起,或作为高精度启动量仪、电子塞规标定、校准只用。
2等标准环规用于测长机及卧式测长仪内侧测尺校准,或作不确定度在1-2的气动量仪、电子塞规标定,校准之用。
3等标准环规用于内径表,内径干分尺或福应精度的气动塞规及电子塞规校准之用。